

















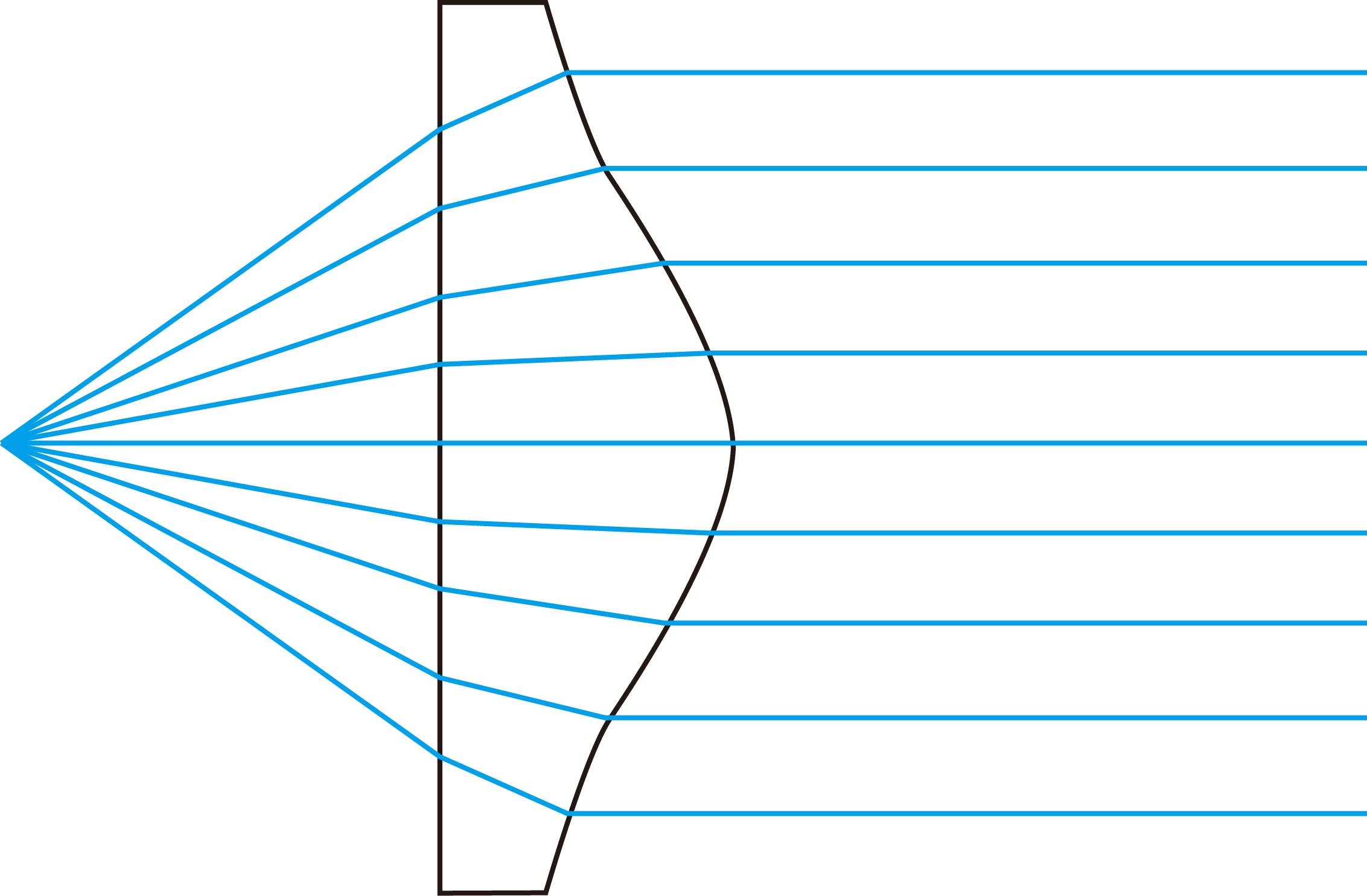





非球面透镜,未安装,焦距=0.8mm,数值孔径=0.47
焦距(mm)
0.8
数值孔径
0.47
外径(mm)
3
工作距离(mm)
0.4
通光孔径(mm)
0.71
设计波长(nm)
940
材料
D-ZLAF52LA(m)


